Tubender
For hobbyists, designers, and small businesses looking to prototype and design projects that require bent metal tubes, Tubender is an affordable and relatively small CNC (computer numerical control) freeform tube bender that can create continuously variable radius bends.


Initial Ideas
The team aimed to develop an affordable, small-scale, computer numerical control (CNC) tube bender that can create continuous bends. The machine would use an automatic feeder to drive an unprocessed tube towards an anvil, providing the necessary force to bend the tube. Controlled positioning of the anvil in a 2D plane would allow varying radii and direction of continuous bends, which lends itself to more complex geometry. Current CNC tube benders are very expensive and require frequent technician intervention, and most tube benders require fixed radius tooling and straight lengths of tube in between bends for the tooling to grab on to, limiting their designs. The team’s minimum functioning prototype would have a single pre-programmed bend in a tube, while the maximum functioning prototype would conduct a programmed set of tube bends converted from a CAD file.

Design Work
The team aimed to make the machine smaller in size and less expensive than similar existing solutions. The machine was built to fit through a standard doorway opening and for under $10,000. The team selected the motor based on its total power output, rather than torque output, and realized that the model for beam bending was inaccurate. The team then used the stress-strain curve to determine the force required to bend the tube. An Instron test was conducted to validate the team's earlier analysis models and serve as a confirmation prior to final part procurement. The team then proceeded with final sizing and ordering of the mechanical systems.
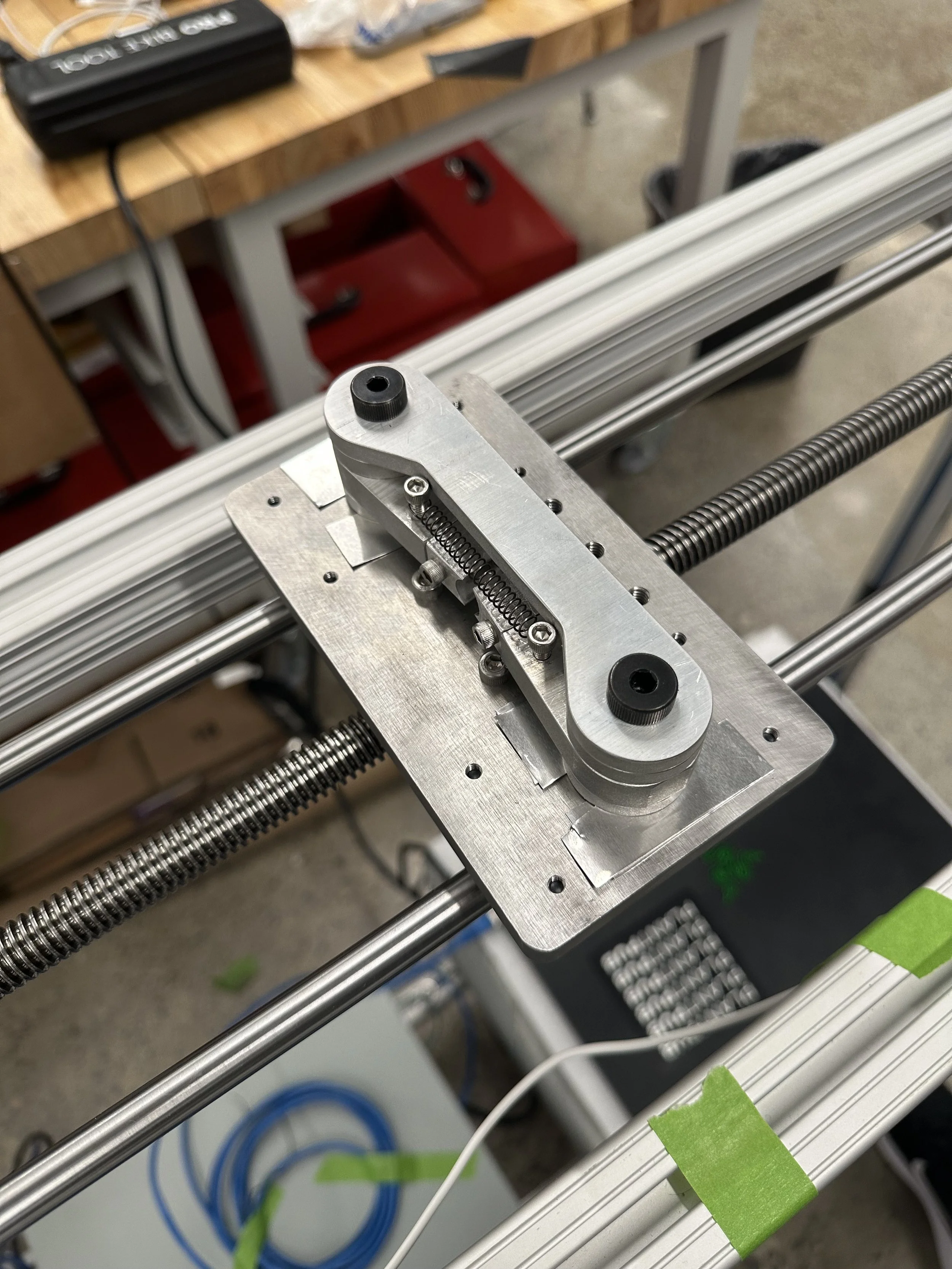
The team explored several different options for mechanisms to drive the tube, including a rear pushing plate, a set of extruder gears, and a cam gripper. Existing free form tube benders use plates affixed to the end of the tube being extruded to push the entire length of the tube, which takes up precious space in a manufacturing center. The team looked for a different method than those currently used in the market and explored the use of drive gears, similar to what is used by 3D printers to extrude filament. Ultimately, the team designed a cam gripper that would be compact and provide the axial force needed to extrude the tube through the front bending die.

Electronics Integration
The Tubender is controlled by computer numerical control (CNC), with each axis powered by a leadscrew and a servo-motor. Servos were chosen over other electric motors and hydraulic actuators for their high torque and closed loop feedback. The motors are commanded by a computer with specialized code, using AcornCNC software and Teknic Clearpath servos. The software for the project is responsible for interpreting user inputted tube shapes and translating them to motor movements. The team considered using open-source 3D printer software and existing tube bending software, and also had access to a GitHub repository for 3D printing with cold spray technology at KRI Institute. Ultimately we chose against this due to the complexities of creating software from scratch.
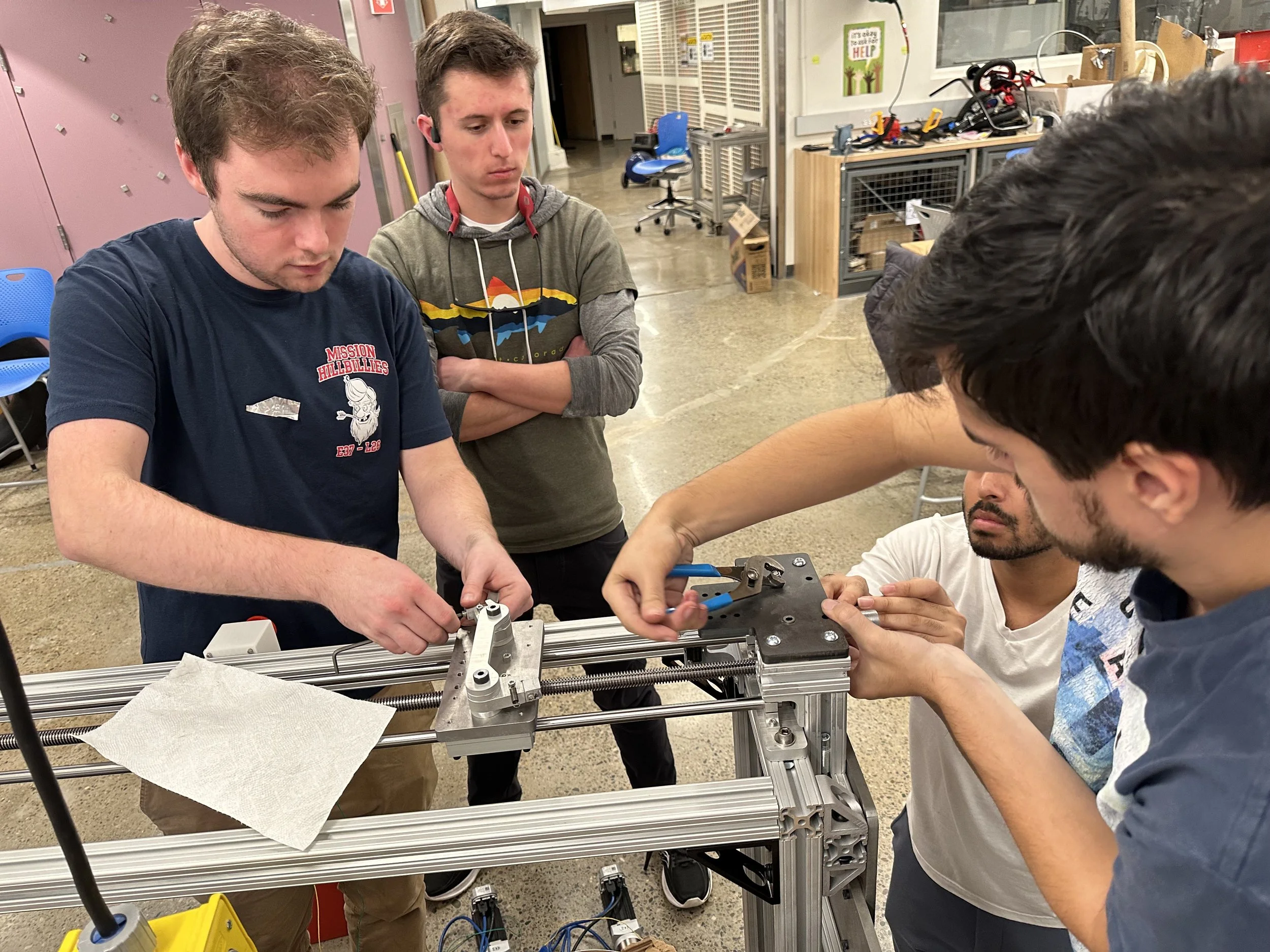
Assembly
Assembly of the system took only a few days, as we had the electronics and motors up and running prior to receiving the machined parts. We assembled the frame first, and then assembled the XY gantry onto it. The XY gantry weighed almost 100 lbs, so we needed the frame to support the weight while working on it. There were some aspects of the design that we would change in a future iteration for easy of assembly, as there were some bolts that had to be tightened in the 80-20 that were not easily accessed.
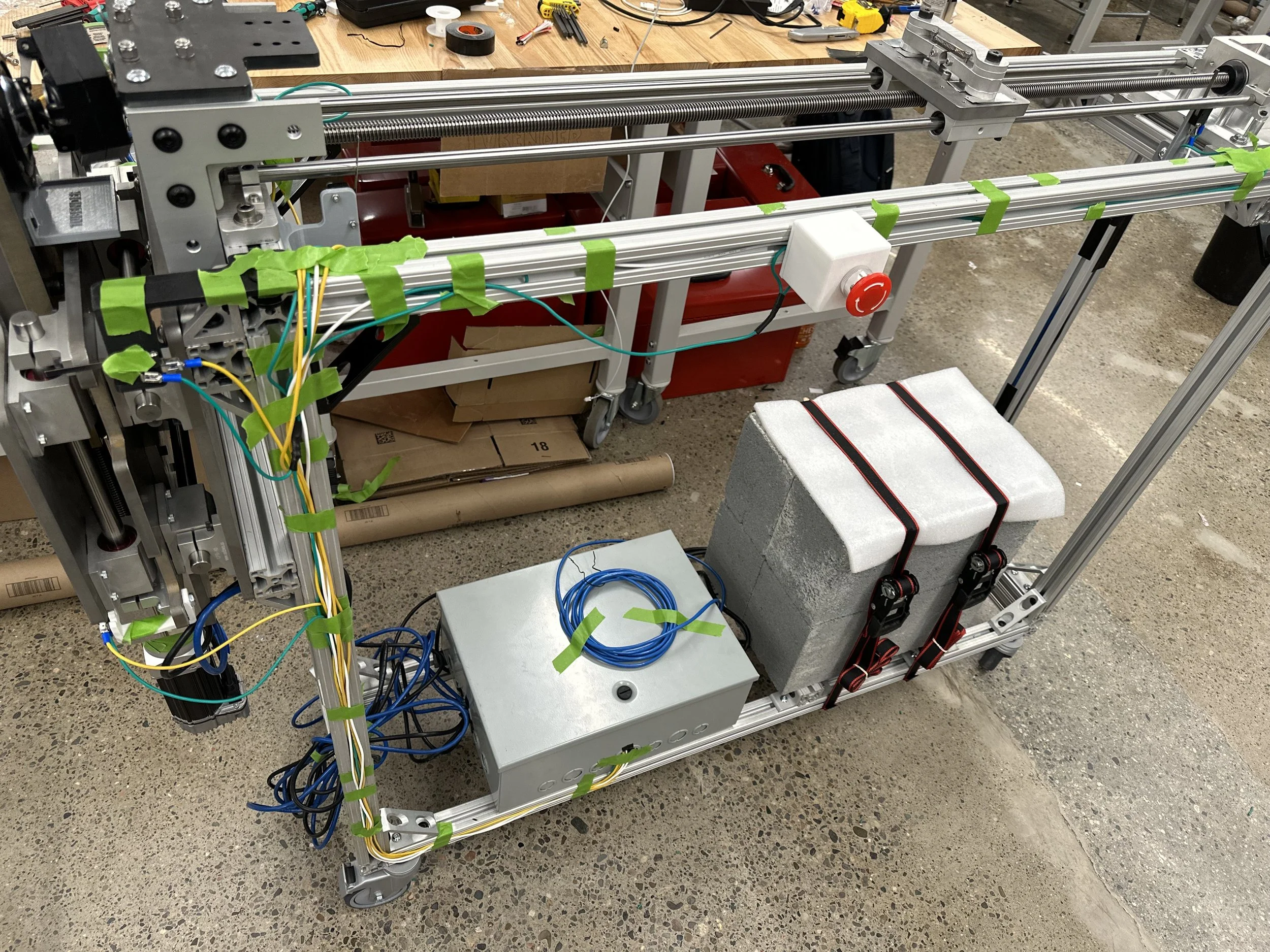
System Testing
The Tubender underwent testing after assembly and alignment. The first tube bent successfully, but springback proved to be a significant challenge. The machine encountered problems with binding due to misalignment caused by the guide pitching forward. The limit switches were triggered by the values in the g-code exceeding the maximum travel of the gripper and gantry, and the team had to unplug them to continue the bend. The gripper material had a limited lifespan, and durable materials for the gripper teeth will need to be researched. Although there were no electrical issues present during testing, further refinement could be made. The team plans to continue the project into next year and focus on developing the software and mechanical updates.

Presenting Tubender
The Tubender capstone project has taken many iterations from when the idea was first brought up amongst the team. There is vast potential for the project, as new features such as a cutter or heating element can be added. Increased automation could also be achieved by adding a feeding mechanism so that the machine can be run continuously. The team will be continuing the project into next year, and work on further developing the software so that splines can automatically be converted to g-code for the machine to read. Additionally, detailed modeling of spring back will allow for the machine to create more accurate end results. The team has reached out to potential clients to gauge interest, including Northeastern’s very own BAJA SAE team (custom-off road vehicle). BAJA generally gets their bent tube projects outsourced out of the country, which costs a lot of money and has a relatively high lead time. The viability of acquiring patents on at least two of the subsystems is being considered with patent attorneys.
The Tubender team believes they can bridge the gap for businesses/projects/hobbyists who are looking for affordable, small-scale tube-bending machines and services. The team is excited for future development as this is just the beginning!